全国地磅电子秤销售、维修电话158-8101-1465
用plc设计自动配料系统目录
用plc设计自动配料系统
1. 确定需求:首先,你需要明确你的配料系统需要处理的原料种类、处理量、精度等参数。这些参数将决定你的系统的规模和复杂度。
2. 硬件选择:选择适当的PLC模型。PLC是控制系统的核心,需要根据控制要求和规模选择适当的PLC。PLC的选择需要考虑输入输出点数、通讯接口(如以太网或Profinet)、编程软件等因素。
3. 设计硬件架构:设计自动配料系统的物理架构,包括原料存储区域、称重系统、混合系统等。这可能需要设计和采购各种传感器、执行器、电机等设备。
4. 软件编程:使用PLC编程软件(如Siemens的TIA Portal或Rockwell的Studio 5000)编写控制程序。程序应包括数据采集、数据处理(如计算原料比例)、输出控制(如驱动电机或阀门)等功能。
5. 测试和调试:在完成硬件搭建和软件编程后,需要对系统进行全面的测试和调试,确保系统的正常运行。
6. 运行和维护:在系统投入运行后,需要定期进行维护和校准,以确保系统的稳定性和准确性。
注意,这个过程可能需要一定的专业知识和经验,特别是在硬件设计和软件编程方面。如果你不熟悉这些内容,可能需要寻求专业的自动化工程师或公司的帮助。
PLC自动配料系统模拟设计

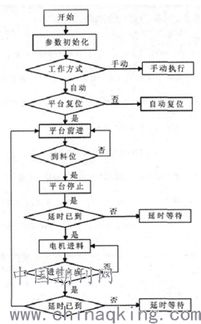
系统启动后,配料装置能自动识别货车到位情况及对货车进行自动配料,当车装满时,配料系统能自动关闭.
工作过程
(1)出使状态
系统启动后,红灯L2灭,绿灯L1亮,表明允许汽车开进装料,料斗出料口D2关闭,若料位传感器S1置为OFF(料斗中的料物不满),进料阀开启进料(D4亮),当S1置为ON(料斗中的物料已满),则停止进料(D4)灭,电动机M1,M2,M3和M4均为OFF
(2)装车控制
装车过程中,当汽车开进装车位置时,限位开关SQ1置为ON,红灯信号灯L2亮,绿灯L1灭.同时启动电机M4.经过2S后,再启动M3,再经过2S后启动M2,在经过2S最后启动M1,再经过2S后才打开出料阀(D2亮),物料经料斗出料.
当车装满时,限位开关SQ2为ON,料斗关闭,2S后M1停止,M2在M1停止2S后停止.M3在M2停止2S后停止,M4在M3停止2S后最后停止,同时红灯L2灭,绿灯L1亮,表明汽车可以开走.
(3)停机控制
按下停止按纽SB2,自动配料装车的整个系统终止运行.
PLC配料控制系统的工作原理和功能是怎样的
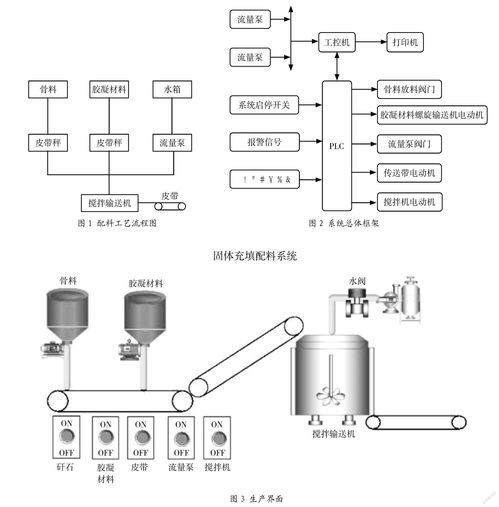
上位机组态软件将操作人员的指令通过格式转化后传给PLC,由PLC控制现场设备来实现操作人员的意图。
同样,指令执行结果,也是先由现场设备传送给PLC,再由PLC把数据传送到上位机,再由上位机转化成操作人员能够明白的表现形式(人机界面)。
本系统人机界面可以实现的功能有: 1. 实时数据采集、显示、记录、报警 2. 设备状态显示、报警 3. 喂料参数的手动和自动调整 4. 实时曲线、历史曲线 5. 系统自诊断功能 石家庄荣信科技有限公司的plc控制系统,还可以根据用户的要求,增加别的在效功能!更好的服务于企业!
自动送料三菱plc控制梯形图

试题三 自动成型机控制
一、控制要求
(1)初始状态
当原料放入成型机时,各液压缸为初始状态:Y1=Y2=Y3=Y4=OFF。
液压缸A位于行程开关S2处(S2=1);液压缸B位于行程开关S4处(S4=1);液压缸C位于行程开关S6处(S6=1);即S1=S3=S5=OFF,S2=S4=S6=ON。
(2)运行过程
按下启动按钮,系统动作要求如下:
1)Y2=ON,上液压缸B的活塞向下运动,使S4=OFF。
2)当液压缸B活塞下降到终点时,S3=ON,此时,启动左液压缸A的活塞向右运动,右液压缸C的活塞向左运动。
Y1=Y4=ON,Y3=OFF,使S2=S6=OFF。
3)当A缸活塞运动到终点S1=ON,并且C缸活塞也到终点S5=ON时,原料已成型。
各液压缸开始退回原位,首先A、C液压缸返回,Y1=Y4=OFF,Y3=ON,使S1=S5=OFF。
4)当A、C液压缸返回到初始位置时,S2=S6=ON,Y3=OFF。
同时,B液压缸返回,Y2=OFF,使S3=OFF。
5)当液压缸返回初始状态,S4=ON时,系统回到初始状态取出成品,放入原料后,按启动按钮键,重新启动,开始下一工件的加工。
二、程序设计
1、选择CPU:
CPU314C-2 DP
2、I/O分配
(1)开关量输入
序号 点号 符号 意义
1
2
3
4
5
6
7
(2)开关量输出
序号 点号 符号 意义
1
2
3
4
3、实验台面板接线
4、梯形图
5、操作演示
初始状态:Y1=Y2=Y3=Y4=OFF ,S1=S3=S5=OFF,S2=S4=S6=ON。
(1)按下启动按钮,Y2=ON,上液压缸B的活塞向下运动,使S4=OFF。
(2)当液压缸B活塞下降到终点时,S3=ON,此时,启动左液压缸A的活塞向右运动,右液压缸C的活塞向左运动。
Y1=Y4=ON,Y3=OFF,使S2=S6=OFF。
(3)当A缸活塞运动到终点S1=ON,并且C缸活塞也到终点S5=ON时,原料已成型。
各液压缸开始退回原位,首先A、C液压缸返回,Y1=Y4=OFF,Y3=ON,使S1=S5=OFF。
(4)当A、C液压缸返回到初始位置时,S2=S6=ON,Y3=OFF。
同时,B液压缸返回,Y2=OFF,使S3=OFF。
(5)当液压缸返回初始状态,S4=ON时,系统回到初始状态取出成品,放入原料后,按启动按钮键,重新启动,开始下一工件的加工。









