全国地磅电子秤销售、维修电话158-8101-1465
配料系统 取样目录
配料系统 取样

1. 确定取样计划:根据产品规格、原料特性和生产需求,制定取样计划。这通常包括取样的原料、取样的时间间隔、取样的数量等。
2. 准备取样工具:确保有适当的工具,如取样勺、取样管、取样器等,用于从配料系统中取出原料。
3. 进行取样:按照取样计划,在指定的时间间隔和位置进行取样。取样时应确保取样的代表性,即所取的样品应能反映整体物料的特性。
4. 记录样品:对所取的每个样品进行详细记录,包括取样的时间、位置、数量以及样品的外观、气味等特性。
5. 分析样品:将取得的样品送至实验室或使用便携式分析设备进行成分分析,以确定原料的成分含量、水分、杂质等指标。
6. 反馈结果:将分析结果反馈给生产部门,以便调整配料系统的操作参数或工艺流程,确保产品的质量和生产的稳定性。
8. 持续改进:定期评估配料系统取样的效果,根据实际操作情况进行调整和优化,以提高取样的准确性和效率。
总之,配料系统取样的目标是确保所生产的产品的质量和一致性,同时也要提高生产效率并降低成本。
自动配料系统组成及特点有哪些?
自动配料系统以微机为中心,结合强电设备组成闭环系统。
测试对象是电子秤的重量信号,各种开关量的输入信号、控制对象是给料机、秤斗闸门、混合机闸门和油脂添加开关阀等机电装置。
不同的自动配料系统能达到的指标不同,但其最基本要求是:静态配料精度≤0.1%;动态配料精度≤0.3%;可以存贮一定数目的配方,不受断电影响;有准确的报警信号;每一生产工段具有连锁保护功能,能连续生产;生产中,具有断电保护功能和误差自动修整功能;接收和发送信号有自动检测功能;具有静态精度标定测试功能;具有自动、手动切换工作功能。
在实际生产过程中,配料系统可分成三个过程组成:配料过程、混合过程、混合机排料过程。
自动配料系统的中心环节就是配料秤,在配料时按照生产配方要求,由生产控制应用程序自动控制配料,由所需各种料相应料仓绞龙分别下料,秤斗重量产生的变化经计算机采集得到,当所需料量达到设定值时转到下一种料配置。
当各种料都配置完后,此时配料过程结束,而如混合机中无料,且混合机门关紧和混合机主机工作时,开启秤斗门,料落入混合机中进入混合过程。
如果需要油脂添加和微量组分添加,则分别启动它们,可自动添加,也可示警提示。
当混合达到设定混合时间后,则开启混合机门并自动计时时,进入混合机排料过程。
按照混合机排料速度设定开门时间,当达到设定开门时间时关闭混合机门。
这样就完成了一次自动配料。
同时,上述三个过程不是孤立工作,而是有机结合的。
混合机混合料的同时,配料秤也在同时配料,保证配料工段和混合工段的不脱节,确保自动生产的连续性。
自动配料系统(微量配料秤)的作业原理是什么?

自动配料系统是随着现代工业生产的高度自动化和过程控制的日益复杂化而发展起来的,它融合自动控制技术、与通讯技术为一体,具有技术先进、功能完备、应用灵活、运行可靠等优点,并且随着计量仪表智能化程度的提高,使配料系统控制更灵活,功能更强。
是企业生产工艺过程较理想的控制系统。
自动配料系统由、解包投料装置、日储仓、给料装置、粉料秤及集料斗、设备机架和组成。
工作原理:
在料仓下方安装给料装置和粉料称量秤及集料斗,以完成物料的输送及计量工作。
物料由料仓落到螺旋给料装置,在给料装置上运行时,其重量信号和速度信号送到称重仪表。
称重仪表将载荷重量电信号和速度信号经过运算和处理得出的瞬时流量和累计运料量,分别在称重显示器上显示。
智能称重仪表调节流量,仪表和变频调速器形成闭环控制。
称重仪表内置的智能软件PID调节器对瞬时流量与设定流量进行实时比较后,输出一电流信号,用来控制变频器,进而控制给料机电机运行速度,从而达到调节至用户所设定的流量的目的。
其调节过程如下:当物料增大时,流量增大,与流量成正比的调节输出控制电流减少(即反向调节),控制输出减少,给料量减少,反之亦然。
如此形成一个低层闭环,反复调节并保持最佳控制状态。
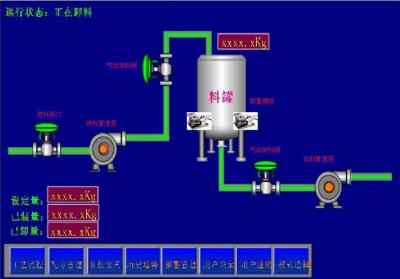
通过与PLC进行通讯,工控机按配料工艺实际过程以动态画面的形式反映上料、配料、送料及相关设备的运行状态,可以根据运行数据作出控制状态分析,根据运行数据工控机可以下达配比,并真实反映配料状态。









