全国地磅电子秤销售、维修电话158-8101-1465
plc配料车控制系统设计目录
plc配料车控制系统设计
PLC配料车控制系统设计
1. 系统概述
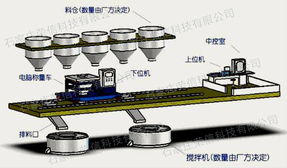
PLC配料车控制系统是一种用于自动化配料过程的控制系统,它采用可编程逻辑控制器(PLC)技术,实现对配料车的精确控制和自动化操作。该系统能够提高生产效率、减少人工误差,并保证产品的质量和稳定性。
2. 硬件配置
2.1 PLC选择
选择一款合适的PLC是实现自动化配料车控制系统的关键。根据实际需求,应选择具有高速计数、PID控制、通讯功能等模块的PLC。此外,PLC的输入输出点数、处理速度和存储容量等参数也需要满足系统要求。
2.2 配料车传感器
为了实现精确的配料控制,需要使用多种传感器来监测配料车的运行状态和物料流量等参数。常用的传感器包括编码器、流量计、压力传感器等。这些传感器应具备高精度、高稳定性和可靠性,以保证系统正常运转。
2.3 执行机构
执行机构是控制配料车运动和操作的机械装置。根据实际需要,可以选择合适的电机、气动设备、液压设备等执行机构。执行机构应具有高效率、低能耗和易于维护等特点。
3. 软件设计
3.1 控制算法
控制算法是PLC配料车控制系统的核心部分,它决定了系统的控制精度和稳定性。常用的控制算法包括PID控制、模糊控制等。根据实际需求,可以选择适合的控制算法,并对其进行优化和调整。
3.2 人机界面
人机界面是操作员与控制系统进行交互的界面,它应具备直观、易用和功能完善等特点。人机界面应包括操作按钮、指示灯、显示屏等部件,以便操作员能够实时监控配料车的运行状态和控制系统的各项参数。
4. 系统调试
5. 安全防护
为了保证系统的安全运行和操作人员的安全,需要采取一系列的安全防护措施。例如:设置安全防护栏杆、安装急停按钮、配备安全防护罩等。同时,还需要定期对安全防护装置进行检查和维护,以保证其正常运转。
6. 性能测试
性能测试是评估PLC配料车控制系统性能的重要环节。通过性能测试,可以评估系统的控制精度、响应速度、稳定性和可靠性等方面的性能指标是否达到预期要求。测试过程中应记录各项数据和结果,以便对系统进行优化和改进。
7. 维护与保养
为了确保PLC配料车控制系统的长期稳定运行,需要定期对其进行维护和保养。例如:定期清理传感器表面灰尘、检查线路连接是否牢固、更换磨损的零部件等。同时,还应根据实际情况制定相应的维护和保养计划,并严格执行。
PLC自动配料系统模拟设计

系统启动后,配料装置能自动识别货车到位情况及对货车进行自动配料,当车装满时,配料系统能自动关闭.
工作过程
(1)出使状态
系统启动后,红灯L2灭,绿灯L1亮,表明允许汽车开进装料,料斗出料口D2关闭,若料位传感器S1置为OFF(料斗中的料物不满),进料阀开启进料(D4亮),当S1置为ON(料斗中的物料已满),则停止进料(D4)灭,电动机M1,M2,M3和M4均为OFF
(2)装车控制
装车过程中,当汽车开进装车位置时,限位开关SQ1置为ON,红灯信号灯L2亮,绿灯L1灭.同时启动电机M4.经过2S后,再启动M3,再经过2S后启动M2,在经过2S最后启动M1,再经过2S后才打开出料阀(D2亮),物料经料斗出料.
当车装满时,限位开关SQ2为ON,料斗关闭,2S后M1停止,M2在M1停止2S后停止.M3在M2停止2S后停止,M4在M3停止2S后最后停止,同时红灯L2灭,绿灯L1亮,表明汽车可以开走.
(3)停机控制
按下停止按纽SB2,自动配料装车的整个系统终止运行.
送料工作站PLC控制系统的设计

某送料工作站将当前料仓共建送到下一单元,操作流程如下:(1)若料仓有工件(由霍尔接近开关BG1检测),按下启动按钮,电磁铁MB4得电、MB5失电,摆缸摆向下一个工位;(2)延时10s,电磁铁MB1得电,推料汽缸推料,同时电磁铁MB4失电、MB5得电,摆缸摆回原始位置;(3)当吸盘接近开关BG2检测有工件时,电磁铁MB2得电、MB3失电,吸盘吸住工件,延时2s,电磁铁MB1失电,推料汽缸退回,同时电磁铁MB4得电、MB5失电,摆缸摆向下一个工位;(4)延时3S,电磁铁MB2失电、MB3得电,吸盘释放工件;(5)在自动工作模式下,当吸盘释放工件后重复(2)到(4)的动作;在手动模式下,启动按钮相当于步进按钮,每按一次,按照摆缸摆动→推料、摆缸摆回→吸盘吸住工件、推料汽缸退回、摆缸摆动→吸盘释放工件→推料、摆缸摆回→.....的动作顺序执行下一动作。
控制要求:(1)按启动开关后,送料工作站按照工艺流程的顺序工作。
(2)启动急停开关后,推料缸在初始位置,摆缸在当前位置,吸盘必须吸住工件,且急停指示灯亮。
(3)急停消除后,启动复位按钮,复位灯亮,同时复位顺序为:放料,摆缸摆回到初始位置,复位指示灯灭。
所有电磁铁,指示灯都为24V直流电请高手指教附上电气原理图,s7-200编辑的梯形图 谢谢!
plc控制系统的设计要点有哪些

a.控制单元的冗余
(1)重要的过程单元:CPU(包括存储器)及电源均应1B1冗余。
(2)在需要时也可选用PLC硬件与热备软件构成的热备冗余系统、2重化或3重化冗余容错系统等。
b.I/O接口单元的冗余
(1)控制回路的多点I/O卡应冗余配置。
(2)重要检测点的多点I/O卡可冗余配置。
3)根据需要对重要的I/O信号,可选用2重化或3重化的I/O接口单元。
理论似乎很简单,但是实践起来是很难的,我之前是在东训学习的,那里提供实操设备,老师也很负责,学起来不费力。








