全国地磅电子秤销售、维修电话158-8101-1465
配料控制系统设计目录
配料防错系统设计(防取错)跪求!!!!急急急急急急急 急急 急!!!!!!!!
配料控制系统设计
配料控制系统设计
一、配料流程分析
配料控制系统设计的第一步是对配料流程进行深入分析。这包括了解原料的种类、配比、处理方式,以及生产过程中的控制点。此外,还需考虑生产环境、操作人员的技术水平以及各种可能出现的异常情况。
二、硬件选型与布局
硬件选型与布局是配料控制系统设计的关键环节。这一步骤需要根据配料流程分析的结果,选择合适的传感器、执行器、控制器等硬件设备,并设计出合理的设备布局。此外,还需考虑设备的可扩展性、维护性以及与现有设备的兼容性。
三、软件系统开发
软件系统是配料控制系统的核心,负责实现自动配料的功能。在软件系统开发过程中,需要设计出高效的控制算法,并编写相应的控制程序。此外,还需开发出人机界面,方便操作人员监控和控制配料过程。
四、数据库设计
数据库设计是配料控制系统设计中不可或缺的一环。数据库用于存储配料过程中的各种数据,如原料的配比、生产批次、质量检测结果等。合理设计数据库结构,可以提高数据处理的效率,保证数据的准确性和完整性。
五、通信与数据传输
通信与数据传输是实现配料控制系统远程监控和数据共享的关键。在通信过程中,需要保证数据传输的实时性和稳定性,同时采取相应的加密措施,防止数据被非法获取或篡改。
六、安全与稳定性考虑
安全与稳定性是配料控制系统的重要性能指标。在设计过程中,需要考虑设备安全、数据安全和生产安全等方面,采取相应的安全措施,如设备故障预警、数据备份和恢复等。此外,还需对系统进行可靠性分析和测试,确保系统在各种异常情况下能够稳定运行。
七、人机界面设计
人机界面是操作人员与配料控制系统交互的桥梁。良好的人机界面设计可以提高操作人员的生产效率和操作的准确性。人机界面应简洁明了,信息显示应直观易懂,操作应简单方便。同时,还应提供必要的技术支持,帮助操作人员快速掌握系统的使用方法。
八、自动化程度提升
自动化程度是衡量配料控制系统性能的重要指标。随着技术的不断发展,自动化程度也需要不断升级和优化。未来,可以通过引入更先进的传感器、执行器和控制器,提高系统的自动化程度和智能化水平。同时,还可以通过云计算、大数据等技术的应用,实现配料过程的远程监控和智能分析,进一步提高生产效率和产品质量。
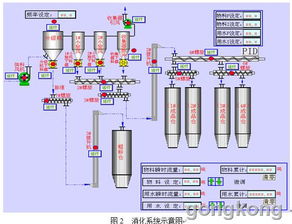
PLC自动配料系统模拟设计
系统启动后,配料装置能自动识别货车到位情况及对货车进行自动配料,当车装满时,配料系统能自动关闭.
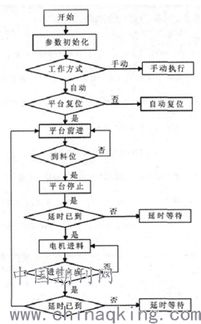
工作过程
(1)出使状态
系统启动后,红灯L2灭,绿灯L1亮,表明允许汽车开进装料,料斗出料口D2关闭,若料位传感器S1置为OFF(料斗中的料物不满),进料阀开启进料(D4亮),当S1置为ON(料斗中的物料已满),则停止进料(D4)灭,电动机M1,M2,M3和M4均为OFF
(2)装车控制
装车过程中,当汽车开进装车位置时,限位开关SQ1置为ON,红灯信号灯L2亮,绿灯L1灭.同时启动电机M4.经过2S后,再启动M3,再经过2S后启动M2,在经过2S最后启动M1,再经过2S后才打开出料阀(D2亮),物料经料斗出料.
当车装满时,限位开关SQ2为ON,料斗关闭,2S后M1停止,M2在M1停止2S后停止.M3在M2停止2S后停止,M4在M3停止2S后最后停止,同时红灯L2灭,绿灯L1亮,表明汽车可以开走.
(3)停机控制
按下停止按纽SB2,自动配料装车的整个系统终止运行.
送料工作站PLC控制系统的设计

某送料工作站将当前料仓共建送到下一单元,操作流程如下:(1)若料仓有工件(由霍尔接近开关BG1检测),按下启动按钮,电磁铁MB4得电、MB5失电,摆缸摆向下一个工位;(2)延时10s,电磁铁MB1得电,推料汽缸推料,同时电磁铁MB4失电、MB5得电,摆缸摆回原始位置;(3)当吸盘接近开关BG2检测有工件时,电磁铁MB2得电、MB3失电,吸盘吸住工件,延时2s,电磁铁MB1失电,推料汽缸退回,同时电磁铁MB4得电、MB5失电,摆缸摆向下一个工位;(4)延时3S,电磁铁MB2失电、MB3得电,吸盘释放工件;(5)在自动工作模式下,当吸盘释放工件后重复(2)到(4)的动作;在手动模式下,启动按钮相当于步进按钮,每按一次,按照摆缸摆动→推料、摆缸摆回→吸盘吸住工件、推料汽缸退回、摆缸摆动→吸盘释放工件→推料、摆缸摆回→.....的动作顺序执行下一动作。
控制要求:(1)按启动开关后,送料工作站按照工艺流程的顺序工作。
(2)启动急停开关后,推料缸在初始位置,摆缸在当前位置,吸盘必须吸住工件,且急停指示灯亮。
(3)急停消除后,启动复位按钮,复位灯亮,同时复位顺序为:放料,摆缸摆回到初始位置,复位指示灯灭。
所有电磁铁,指示灯都为24V直流电请高手指教附上电气原理图,s7-200编辑的梯形图 谢谢!
配料防错系统设计(防取错)跪求!!!!急急急急急急急 急急 急!!!!!!!!

用电机带一个转盘 这个转盘上有10个料筒 在加上一个环形的传送装置 最好是链条 像超市里每一件物品需要扫码一样在相应的环形输送装置上固定好配料时所用的小料,并相对应条码。
扫到相应条码时盛料框停
这样可以吧









